HRL Technology Group at ABHUG 2025
Posted
on 10 December 2025
 "HRL Technology Group at ABHUG 2025")
Driving Innovation, Collaboration and Industry SolutionsHRL Technology Group proudly participated in ABHUG 2025 in Brisbane from 24–29 November as a Gold Sponsor, reinforcing our commitment to su...
| Posted in:ResearchABHUG 2025 |
HRL at the Australia–Philippines Business Council Energy Forum 2025
Posted
on 25 November 2025
 "HRL at the Australia–Philippines Business Council Energy Forum 2025")
HRL was proud to take part in the Australia–Philippine Business Council (APBC) Energy Forum, which brought together key stakeholders from government, industry, and business to explore opport...
| Posted in:SustainabilityDecarbonisationEngineeringenergytransitionHRLAustraliaPhilippinesEnergyForumAPBCAustradeRenewableEnergyCollaboration |
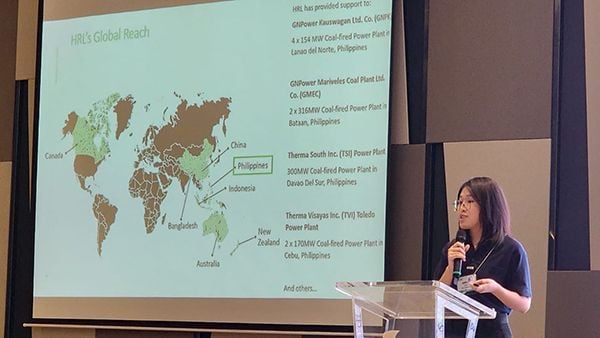
HRL attends the Philippine Coal Plant User Group (PCPUG) 28th Technical Forum
Posted by Shelly Huang
on 5 June 2025
 "HRL attends the Philippine Coal Plant User Group (PCPUG) 28th Technical Forum")
Shelly Huang presenting on Plant Performance and its Relation to Plant Integrity at PCPUG May 2025
HRL attended the 28th Technical Forum of the Philippine Coal Plant User Group (PCPUG), ...
| Posted in:EngineeringExcellenceLaboratorytestingHRLPCPUG2025PowerPlantPerformanceCoalPowerEnergyInnovationPlantIntegrityCombustionTuningProcessEngineeringReliabilityMattersLaboratoryAnalysis |
HRL supports SIQENS with Hydrogen Testing
Posted
on 9 April 2025
 "HRL supports SIQENS with Hydrogen Testing")
HRL, SIQENS and CSIRO team members at the CSIRO Hydrogen Technology Demonstration Facility
HRL is pleased to support the SIQENS Team with hydrogen sampling and testing for their EHS (Electroc...
| Posted in:CSIROSIQENSHydrogen Industry Mission |
Celebrating the Women at HRL this International Women's Day IWD 2025
Posted
on 18 March 2025
 "Celebrating the Women at HRL this International Women's Day IWD 2025")
International Women's Day 2025 theme is 'Accelerate Action'. Focusing on the need to Accelerate Action emphasises the importance of taking swift and decisive steps ...
| Posted in:#International Women's Day#womeninscience#womeninengineering#womenempowerment#womeninbusiness#womeninleadership#teamculture#diversityandinclusion#IWD2025 |